The Borden Condensery History
1891-1920
Historical Society of Shawangunk & Gardiner -
Harold Van Aken
March 2, 2022 – The Historical Society of
Shawangunk & Gardiner was invited to the Town of Montgomery Preservation
Association for a presentation of a proposal to restore the Borden Condensery on
Route 208 between Wallkill and Walden. The plan is for a Restaurant, Winery,
30-room Hotel and 6 suites for longer term rental. The project will be built by
the same company that restored the Montgomery Mills facility, “City Winery”, in
Montgomery as well as 12 other “City Winery” locations. It will be called “The
Milk Factory” and include a Borden Museum with the History of the Borden Home
Farm and Condensery.
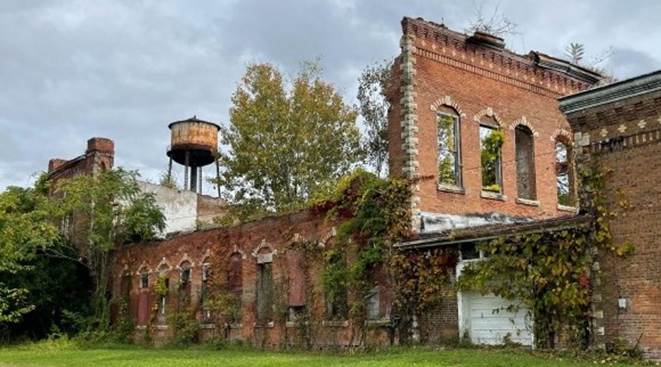
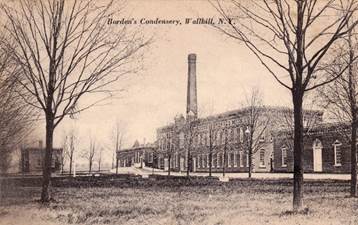
Borden Condensery Route 208 – Fire had destroyed the 2nd floor and much of the inside in 1997

Proposed Restaurant, Hotel, Winery and Borden Museum
-------------------------------------------------------------------------------------------------------------------
The Walden Citizen Herald Newspaperp published articles in
the 1970's about the history of the Borden Condensery twritten by Frank Mentz
The Wallkill Library published the collection of articles in a book "Shawangunk
Hearths - Recollections of an Old Timer Frank Mentz" The book is available from
the Historical Society of Shawangunk ans Gardiner
Articles about the history of the Borden Condensery that are the
recollection of Frank Mentz and published in the 1970’s by the Walden Citizen
Herald “The Shawangunk Hearths” published by the Wallkill Public Library
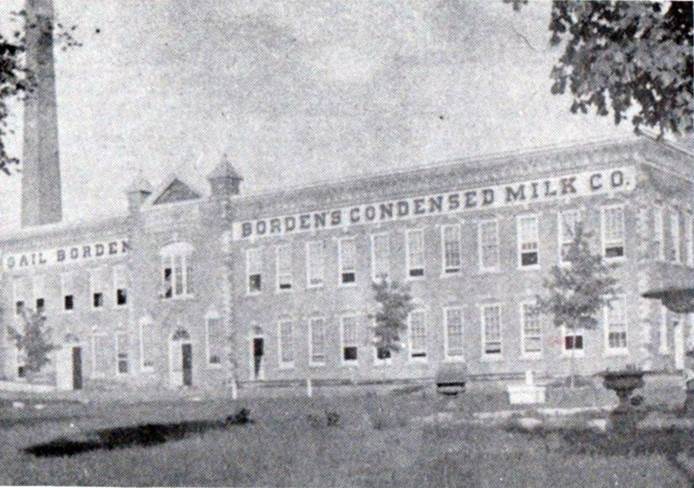
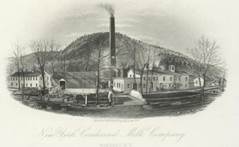
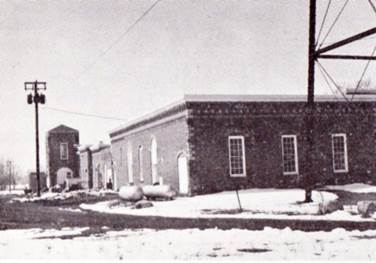
This picture was taken in the 1890’s and I use it for a
special reason. As you will see later, in the other stories, you will see
pictures of the complete plant, which is in two sections, east and west.
 John
G. Borden came to Wallkill in 1881 and built this factory in 1881-1884 on the east
side of Route 208 in Orange County about one mile south of Wallkill.
John
G. Borden came to Wallkill in 1881 and built this factory in 1881-1884 on the east
side of Route 208 in Orange County about one mile south of Wallkill.
The entire factory is made of brick – brick that was made in Walden on East Main
Street where Wooster Grove is now.
I use this the picture for the first story because there
are some interesting things in this picture that you will not see in the
photographs that follow.
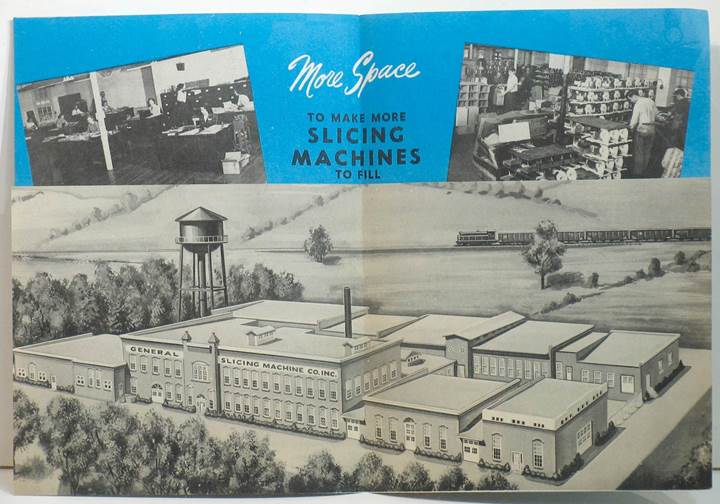
 First,
there is a 100-foot-high brick smokestack which was taken down when the General
Slicing Company bought the factory in the 1950's.
First,
there is a 100-foot-high brick smokestack which was taken down when the General
Slicing Company bought the factory in the 1950's.
Second, you will notice on the right side of the picture,
the beautiful water fountain and two of the flower stands. The fountain stood on
a beautiful lawn and when the fountain was in action, it was a very lovely sight
to see. There was an identical water fountain on the Home Farm.
Finally, it is summertime for the windows and doors stand
open.
This picture only shows about three-quarters of the
factory, facing route 208. There is much more of it on the left and right side
of the portion shown
In future stories, the entire factory, which faces Route
208, will be shown; also, the buildings that are in the rear of structure. The
buildings that are in the rear of structure are divided by a railroad siding.
The entire process of manufacture of Condensed Milk will be
explained as it took place in the different buildings, as well as the part of
the process which was accomplished in each one.
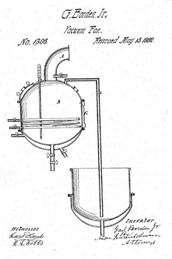
I believe the subject, The Vacuum, will be of profound
interest to the readers of these stories, students as well as adults.
REVOLUTIOARY PROCESS - AN IDEA FROM A COW IN A SHIP’S
HOLD! – by Frank Mentz
 Sometime
in the 1870’s, Gail Borden, father of John G. Borden, invented and perfected the
process of making condensed milk.
Sometime
in the 1870’s, Gail Borden, father of John G. Borden, invented and perfected the
process of making condensed milk.
<click on picture for my story>
(It has been written that Gail Borden’s invention was
motivated by conditions he found on board a ship on which he sailed to Europe
from Texas in about the early 1800’s. He found that a cow had been stanchioned
in the hold of the vessel so that sailors could be given a daily portion of milk
necessary to their rations of food during the then month-long and longer days at
sea. Borden determined there must be an easier, more convenient way to preserve
and condense bulk milk. Thus was the beginning of a dream that was to find its
way into production along the banks of the Wallkill River after the Borden
Family migrated to New York from their native State of Texas.)
 A
pilot plant was set up in Wassaic, New York, at that time the Borden’s hometown,
and with the help of Fairbank’s capital, the experiments proved successful. In
1881, John G. Borden, the inventor’s son, came to Wallkill and started the
production plant. The process of making condensed milk was known as The Vacuum
Process.
A
pilot plant was set up in Wassaic, New York, at that time the Borden’s hometown,
and with the help of Fairbank’s capital, the experiments proved successful. In
1881, John G. Borden, the inventor’s son, came to Wallkill and started the
production plant. The process of making condensed milk was known as The Vacuum
Process.
In 1900, I was a student I the Walden High School and in
the summer vacation period, Nelson Smith gave me a job in the factory. He was
the Superintendent and he had also been Principal of the Wallkill school. In
school, I was studying such subjects a English, physics, algebra and history.
Here, in this Borden factory, I had a chance t see the Vacuum process at work.
 Observe
the far end of the picture. One-half of that building is the boiler room where
six high pressure boilers were operating. These boilers were manned by three
workers, and they were fired by pea coal. Let me say right here that it took
real men to fire these boilers with hard coal, because once you get a “cold”
hole in a hard coal fire under a high-pressure boiler, you are in real trouble
because if you are not very careful, you could spoil a great deal of milk –
condensed milk. Old Hank Warner, who was in charge of these boilers, and his son
Bert, along with old Hank Aley, just never did get into trouble.
Observe
the far end of the picture. One-half of that building is the boiler room where
six high pressure boilers were operating. These boilers were manned by three
workers, and they were fired by pea coal. Let me say right here that it took
real men to fire these boilers with hard coal, because once you get a “cold”
hole in a hard coal fire under a high-pressure boiler, you are in real trouble
because if you are not very careful, you could spoil a great deal of milk –
condensed milk. Old Hank Warner, who was in charge of these boilers, and his son
Bert, along with old Hank Aley, just never did get into trouble.
 In
the back end of the boiler room there was a small space where Chris Denely had a
little shop. Here, he reshaped hand solder irons and tinned them
In
the back end of the boiler room there was a small space where Chris Denely had a
little shop. Here, he reshaped hand solder irons and tinned them
In that same building, where you see the lone window, there
was the milk receiving station. Here, the milk inspector would take the lid off
a 40-quart can and smell of it. If it had an unusual smell, such a wild onion,
the milk was rejected and turned back to the farmer. He would take it back home
and feed it to his pigs.
The milk was then dumped into a tank which sat on a scale
and there it was weighed. Milk was sold by weight at that time and not by the
quart. The milk cans were washed and sterilized and returned to the farmer and
he was on his way home. The milk went from the receiving room by pipeline to the
preheating and sugar mixing room. In this room, there were three large
preheating tanks made of copper and they had copper steam coils running around
the inside of the tanks about three feet from the bottom. Here, the milk was
preheated to a temperature of 160 degrees and held at that temperature for a
certain length of time.
The milk was then pumped to the sugar mixing tank where
about 500quarts of milk were mixed and stirred with one-half barrel of
granulated sugar.
From this point, the milk was pumped to the second story
room you see in the 1st picture, just beyond the twin towers. This
room was known as the Vacuum Pan Room, and in it, the subject in the science of
physics begins and ends, very successfully.
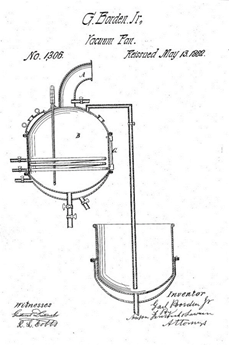 The
Vacuum Pan was really a large copper boiler and was shaped like an egg. (The
same theory is in operation today). The boiler is mounted in a frame and stands
perpendicular. There were two of them in this room. Inside of these Vacuum Pans,
there were copper steam coils running around the inside of the pan and copper
pipes ran to the vacuum pumps in the engine room, which was in the next room on
the ground floor. On the top side of these pans there was a manhole sized glass
plate, big enough so that a man cold crawl through it, and this they did, when
they cleaned the pans.
The
Vacuum Pan was really a large copper boiler and was shaped like an egg. (The
same theory is in operation today). The boiler is mounted in a frame and stands
perpendicular. There were two of them in this room. Inside of these Vacuum Pans,
there were copper steam coils running around the inside of the pan and copper
pipes ran to the vacuum pumps in the engine room, which was in the next room on
the ground floor. On the top side of these pans there was a manhole sized glass
plate, big enough so that a man cold crawl through it, and this they did, when
they cleaned the pans.
This, then, is where the subject of physics comes into the
picture. Every student that studies this subject should know that when you
reduce the atmospheric pressure of 14.7 pounds per square inch on a liquid
inside an airtight container, you reduce the boiling point of 212 degrees
Fahrenheit. The boiling pint you will get will depend on the number of inches of
vacuum you create. I do not remember the number of inches used to make condensed
milk – but I think about ten, because that is about what I use on my vacuum
steam heating system in my home.
At this point we go on to the making of condensed milk. The
milk has been pumped from the sugar mixing room downstairs to the vacuum pan and
it will be at a certain level in the pan. You then put on the glass man-hole
plate and bolt it down tight. You are now supposed to have an airtight vacuum
pan. If you have not, you will soon know it, for next thing you will do is
notify the engine room to start the vacuum pumps. If your vacuum gauge
 does
not respond immediately, you now that it is not airtight and you have to move
fast to make it so. When everything is in order, you turn on the stem and vacuum
pumps and the milk begins to boil, as near as I can remember, at 160 degrees
Fahrenheit.
does
not respond immediately, you now that it is not airtight and you have to move
fast to make it so. When everything is in order, you turn on the stem and vacuum
pumps and the milk begins to boil, as near as I can remember, at 160 degrees
Fahrenheit.
The vacuum pumps held the vacuum at 10 inches, and it also
took the water vapor off. The time clock played its part in this operation, but
it was not foolproof, because there were too many variables in the operation.
This made it necessary for the Vacuum Pan operator to stand by the glass manhole
and keep a close watch of the procedure. It required a man with good eyesight
and sound judgement. When he figured that the milk emulsion was of the right
consistency, which was a little heavier that molasses, he broke the vacuum and
shut off the steam
These Vacuum Pan operators usually wound up their careers
in the milk business by being superintendents for the Borden Milk Company
factories throughout the United States and Canada
Now you have the condense milk, "white" hot in the vacuum
Pan, and I am to leave you there until next week when I will tell the rest of
the story which will be concerned with “The Shipping Box.”

BORDEN’S CITY FOLKS - THE SHIPPING BOX AT BORDEN’S MILK
PLANT

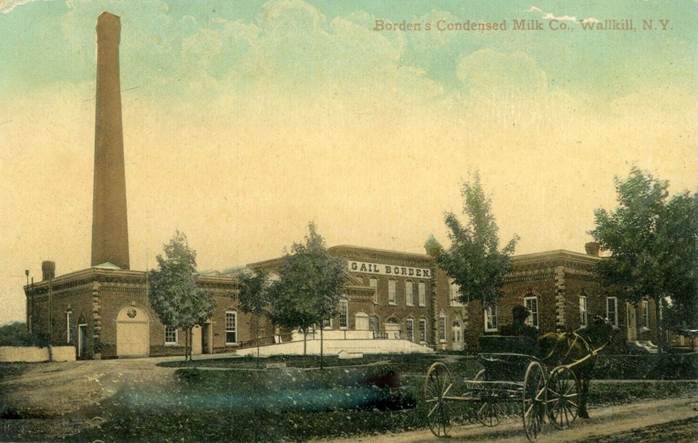
The above picture was taken in the early 1890’s, and it
shows the New York City personnel of the Borden Company at that time. For many
years, the Bordens brought these men to Wallkill by a special train which pulled
into their railroad siding about 9 a.m. in the morning. It was a day of
inspection of the plant; it was also a day of plenty of eats served with milk.
There was even a band and baseball team. I might add that they usually got beat
when they played the Wallkill team.
 This
picture shows the office, part of the milk receiving station, part of the
preheating room on the ground floor where sugar was added to the milk and part
of the vacuum pan room on the top floor. Right here is where I left you in last
week’s story and left the “white” hot condensed milk in the vacuum pan. We are
now going to take that condensed milk to the final operation of packing it in
wooden boxing for shipment.
This
picture shows the office, part of the milk receiving station, part of the
preheating room on the ground floor where sugar was added to the milk and part
of the vacuum pan room on the top floor. Right here is where I left you in last
week’s story and left the “white” hot condensed milk in the vacuum pan. We are
now going to take that condensed milk to the final operation of packing it in
wooden boxing for shipment.
We take you back now, to the preheating and sugar mixing
room which is shown on the left side of the picture on the ground floor and
under the vacuum pan room. In the preheating room there was a large square water
tank about three feet deep and it had pedestals in it that revolved. The water
in the tank was about two feet deep.
 The
milk was let down from the vacuum pan through a copper pipe into 40-quart milk
cans. These cans were put into the tank on the pedestals, and they revolved
around. Then, crushed ice was put into the tank and the milk was cooled until it
was just warm.
The
milk was let down from the vacuum pan through a copper pipe into 40-quart milk
cans. These cans were put into the tank on the pedestals, and they revolved
around. Then, crushed ice was put into the tank and the milk was cooled until it
was just warm.
From this point, the 40-quart cans were put on a flat car
and rolled into the sealing room to the hand operated can-filling machine. The
40-quart milk cans were dumped into this machine, and we are now ready to put
the condensed milk into the little cans. These little cans had about one and
one-eighth-inch holes in the top of them. The operator of this machine put the
cans under spouts on the machine and filled the cans to the correct level.
 The
next operation was sealing these cans and it was done by girls who were real
experts. The cans of milk were set on little trays and the girls took these
trays to their benches where they had a tray of tin caps a little larger that
the hole in the top of the can. They also had a charcoal furnace on their bench,
a soldering iron, a bar of solder and a dish of resin.
The
next operation was sealing these cans and it was done by girls who were real
experts. The cans of milk were set on little trays and the girls took these
trays to their benches where they had a tray of tin caps a little larger that
the hole in the top of the can. They also had a charcoal furnace on their bench,
a soldering iron, a bar of solder and a dish of resin.
Now here we go to seal a can of condensed milk. First, the
hole in the can had a recess around it which was a little lower than the rest of
the top, and the tin cap that they had to seal in, set in flush with the tip of
the can. The girl would sprinkle a little resin around the cap, take the bar of
solder to hold the cap down, then take the soldering iron and, with a little
solder off the bar, make one swipe around the cap and the can was sealed. She
then put in cold storage.
The Borden company produced four brands of condensed milk
at the Wallkill plant, eagle, Magnolia, Rooster and Winner. But there was no
difference in the quality of the milk. The only difference was the label, and
price differential between the band. Eagle brand brought top price. When they
got an order for any one of these brands, they could bring the canned milk out
of cold storage and run the cans through the label machine for whatever label
the order called.
 The
cans were then repacked in the wooden boxes and the lid nailed on. The wooden
boxes were made in the room next to the cold storage room.
The
cans were then repacked in the wooden boxes and the lid nailed on. The wooden
boxes were made in the room next to the cold storage room.
Many times, I would go into homes outside of Wallkill where
babies were being raised on condensed milk. I would always ask the mother what
brand of condensed milk she was using. The reply would always be, “Eagle Brand
Borden’s Condensed Milk, it’s the best.” I’d always tell the mother to go out
and get any brand of Borden’s Condensed Milk and it will be the same as Eagle
brand. “I know, I work there and I know you will save money,” I’d say. But they
just wouldn’t believe it.
Now you know how condensed mild was made in the 1890’s.
Today no doubt it is automatically and electronically controlled, but the basic
principle remains the same.
Next week, I will tell you how Condensed Milk cans were
made by hand in those years. (Article written February 1971
KEY BORDEN FOLKS – THE BORDENS MADE CANS WITH PRECISION
– Frank Mentz
 In
today’s chapter, I am showing you a picture of some of the key employees of the
Borden Condensed Milk Company. This picture was taken in front of the main
office of the plant in the early 1900’s. All the men in white uniforms, and some
of those in dark suits, were key men in the manufacturing process; all the
ladies shown were also especially talented. I am quite sure that I knew every
one of these men and women; but today, I cannot identify all of them. Let me
point to the ones that I can.
In
today’s chapter, I am showing you a picture of some of the key employees of the
Borden Condensed Milk Company. This picture was taken in front of the main
office of the plant in the early 1900’s. All the men in white uniforms, and some
of those in dark suits, were key men in the manufacturing process; all the
ladies shown were also especially talented. I am quite sure that I knew every
one of these men and women; but today, I cannot identify all of them. Let me
point to the ones that I can.
Top row, fourth man from left, Grant Dick, second row,
Jacob Master, Selah Williams, Bert Warner, John Jansen. I do not recall the
names of the fifth and sixth men in the second row, but the next five are: David
McElhanney, Henry Warner, Harry Robertson, Matthew Dunn and Ben Ackert. The last
man in the second row is unknown to me at the present time.
Third from left to right, in front row – first man,
unknown; the next seven are Nathan Van Wagenen, Ella Phinney and in back of Miss
Phinney, Jesse Terwilliger, Mary Ronk, Levi Broadhead, Minnie Green and Mina
Williams.
In last week’s story, I told you I would tell you how
condensed milk tin cans were made in the 1890’s and by hand.
Well, here we go:
First, the tin plates were shipped into the factory in
squares because they had to be absolutely flat.
 These
tin plates were then put on a slitting machine and the can bodies were slit to
the correct size in length and width. When I say the correct length and width, I
mean the tolerance was only one-thousandth of an inch and there were many
reasons for this close tolerance. First, if it was too long, or too wide, it
would buckle in the can body die and if it was too short, on the other hand,
solder would not get inside the can body.
These
tin plates were then put on a slitting machine and the can bodies were slit to
the correct size in length and width. When I say the correct length and width, I
mean the tolerance was only one-thousandth of an inch and there were many
reasons for this close tolerance. First, if it was too long, or too wide, it
would buckle in the can body die and if it was too short, on the other hand,
solder would not get inside the can body.
 The
next operation involved the preparing of the material for a condensed milk can
and the making of the round top and bottom. In the picture, we refer you again
to the two girls in the first row, Minne Green and Mina William, seventh and
eighth from left. They were the press operators, one for the can top, the other
for the bottom. Their stamping machines had to operate at the close tolerance of
one-thousandth of an inch, or if too tight the bottom or top would not go on; if
too loose, it would fall off. The bottoms and tops were put on the can body by
hand.
The
next operation involved the preparing of the material for a condensed milk can
and the making of the round top and bottom. In the picture, we refer you again
to the two girls in the first row, Minne Green and Mina William, seventh and
eighth from left. They were the press operators, one for the can top, the other
for the bottom. Their stamping machines had to operate at the close tolerance of
one-thousandth of an inch, or if too tight the bottom or top would not go on; if
too loose, it would fall off. The bottoms and tops were put on the can body by
hand.
Ware now ready to put that condensed milk can together and
this operation was all done by girls. Each girl had a bench, and on that bench,
there was a charcoal furnace, a soldering iron, a bar of solder and a pan of
resin; also a foot-operated die which was the exact size of the inside of the
can body to a tolerance of one-thousandth of an inch. A girl put the sheet of
body tin under the die, then pushed her foot down on the foot treadle. This
caused two concaved wings on the die to come up and press the tin tight to the
die. These wings also left a space open so the can could be soldered. Next came
a little sprinkle of resin, a bar of solder and a hot soldering iron. One wipe
with the soldering iron and the can body was made. She then released the die
wings with her foot, pulled the can off the
 die
and threw it in a rolling rate. The crates were rolled to the top and bottom
bench at both sides of a conveyor. The tops and bottoms had a one-sixteenth of
an inch flange, and the girls could snap them on the can body as quickly as you
could wink your eye, The cans were put on the conveyor and carried through a
liquid solder tank at an angle of about 45 degrees so that the solder would not
smear the can body. The solder had to be kept at a precise level.
die
and threw it in a rolling rate. The crates were rolled to the top and bottom
bench at both sides of a conveyor. The tops and bottoms had a one-sixteenth of
an inch flange, and the girls could snap them on the can body as quickly as you
could wink your eye, The cans were put on the conveyor and carried through a
liquid solder tank at an angle of about 45 degrees so that the solder would not
smear the can body. The solder had to be kept at a precise level.
From this point, they conveyed to the vacuum testing wheel
for leaks.

The vacuum wheel had pipe spokes and each spoke had a
rubber pad on the end of it in which there was a hole. The operator of this
machine would place the hole in the can over the hole in the pad, If it leaked,
it fell off into a crate and would be sent back to the liquid solder tanks. If
the can stayed on the wheel, it was knocked off at one-half the turn of the
wheel and automatically fell into a crate. It was then sent on its way to the
sealing room.
Condensed Milk Can Assembly Room – Wallkill Condensery
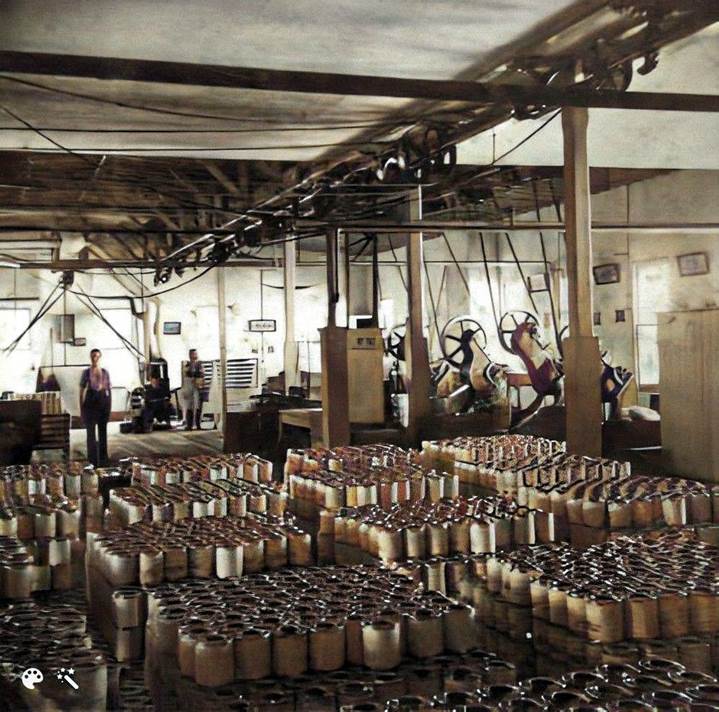
This is how tin milk cans were made in the 1890’s.
Next week, I’ll tell you about what went on in the rear of
the building at the old Borden Condensed Milk Plant, a significant part of the
scheme of things in this manufacturing of condensed milk 80 years ago and one
seldom viewed by the public eye. (Article written February 1971.)
THE BORDEN PLANT – FROM MILK TO BOOZE
 In
this final story of how condensed milk was processed at the old Borden Condensed
Milk plant on Route 208 at Wallkill, the picture I chose shows the rear, or east
line of buildings at the plant. These buildings are separated from the front
complex by a railroad siding. The distance between the two structures is about
25 feet.
In
this final story of how condensed milk was processed at the old Borden Condensed
Milk plant on Route 208 at Wallkill, the picture I chose shows the rear, or east
line of buildings at the plant. These buildings are separated from the front
complex by a railroad siding. The distance between the two structures is about
25 feet.
The first building (with the three side windows,
foreground) was divided into three rooms. The first room was the machine shop
where two master craftsmen, Albert Marcy and Fred Ovens, worked making dies and
tools for the factory and also for all the Borden’s factories. I say master
craftsmen, and of I mean just that, because on some of the dies, they had to
work to a tolerance of one ten-thousandth of an inch. These dies were designed
for the paper caps which were used on the fluid milk bottles.
 When
I was a little boy, I used to peddle the Utica Saturday Globe through the
factory, and I recall that Al Marcy used to take one of my papers which cost a
nickel. Al had “shaking palsy” and he could not take a nickel out of his pocket.
I had to do it for him, but once he got his hands on the controls of a
latheshaper milling machine, or a grinder, he was as steady as the proverbial
Rock of Gibraltar. Free Ovens later became superintendent of Borden’s tool and
die shop at Endicott. Anyone reading these stories who has handled a Staretts
micrometer will know what I mean when I say one ten-thousandth of an inch.
When
I was a little boy, I used to peddle the Utica Saturday Globe through the
factory, and I recall that Al Marcy used to take one of my papers which cost a
nickel. Al had “shaking palsy” and he could not take a nickel out of his pocket.
I had to do it for him, but once he got his hands on the controls of a
latheshaper milling machine, or a grinder, he was as steady as the proverbial
Rock of Gibraltar. Free Ovens later became superintendent of Borden’s tool and
die shop at Endicott. Anyone reading these stories who has handled a Staretts
micrometer will know what I mean when I say one ten-thousandth of an inch.

 The
next room in this plant was for barreled sugar. The last room was the
refrigeration plant,
which furnished refrigeration all over the factory. It was an ammonia type of
refrigeration and I the room were a steam engine, compressors, and ammonia
tanks.
The
next room in this plant was for barreled sugar. The last room was the
refrigeration plant,
which furnished refrigeration all over the factory. It was an ammonia type of
refrigeration and I the room were a steam engine, compressors, and ammonia
tanks.
The next two buildings you see
near the tower is where fluid milk was bottled and butter and casein were
made. Casein is made by mixing skim milk with some type of acid which curdles
the milk. When dried, it was ground into a power and was used to make a
cold-water glue.

 The
first building of the two near the tower was used to bottle fluid mild. The milk
was received just as it was on the
condensed
milk side of the factory, but not preheated. It flowed into big tanks to await
the process of bottling. Let me say right here that these bottles were really
washed, and they were absolutely clean.
The
first building of the two near the tower was used to bottle fluid mild. The milk
was received just as it was on the
condensed
milk side of the factory, but not preheated. It flowed into big tanks to await
the process of bottling. Let me say right here that these bottles were really
washed, and they were absolutely clean.
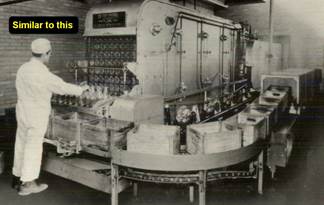 We
go now to bottle fluid milk for the people of New York City. First, there was a
long table in this building (center) about 50 feet long and about three feet
wide and there was a sort of miniature railroad track high about the bottle on
each side of the table. On this track was a kind of miniature milk car. On the
car was milk spout to cover every bottle along the width of the table. The
operator of the milk car would push the car over a row of bottles, pull the
lever and fill the row of bottles. Behind him was another man with an apron full
of paper caps with which he capped the bottles.
We
go now to bottle fluid milk for the people of New York City. First, there was a
long table in this building (center) about 50 feet long and about three feet
wide and there was a sort of miniature railroad track high about the bottle on
each side of the table. On this track was a kind of miniature milk car. On the
car was milk spout to cover every bottle along the width of the table. The
operator of the milk car would push the car over a row of bottles, pull the
lever and fill the row of bottles. Behind him was another man with an apron full
of paper caps with which he capped the bottles.
The bottles were then put into wooden cates. A shovel full
of crushed ice (which had been gathered during the winter from the Wallkill
River and lakes and ponds on the Borden Estate was put on top of the bottles and
the crates were moved into a railroad milk car for shipment to the City of New
York. Two carloads of bottled milk left the plant every day at 4:40 p.m.
 This
will be the last story on the Borden’s Condensed Milk Company, and I hope you
have enjoyed it, but there is one last thing in the picture that I would like
you to note. There is a tower down at the far end of the picture. This was a
water tower. The factory used a great quantity of water each day and it was
necessary to have a lake, which was located about half a mile east of the tower.
The tower was connected to the lake by a 16-inch wood pipe which ran partly on
top of the ground and partly under the ground to the tower. Before it went
underground, the railroad took a tap off it to supply their water tower which
was in turn used to supply their steam engines.
This
will be the last story on the Borden’s Condensed Milk Company, and I hope you
have enjoyed it, but there is one last thing in the picture that I would like
you to note. There is a tower down at the far end of the picture. This was a
water tower. The factory used a great quantity of water each day and it was
necessary to have a lake, which was located about half a mile east of the tower.
The tower was connected to the lake by a 16-inch wood pipe which ran partly on
top of the ground and partly under the ground to the tower. Before it went
underground, the railroad took a tap off it to supply their water tower which
was in turn used to supply their steam engines.
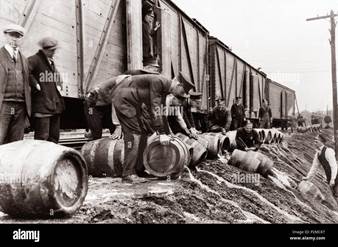 In
the 1920’s, during the Prohibition days, bootleggers acquired these buildings
and turned them into a whiskey distillery. About 2,000 gallons of whiskey was
made a day and they got away with it for over a year before the U.S. Internal
Revenue men raided them.
In
the 1920’s, during the Prohibition days, bootleggers acquired these buildings
and turned them into a whiskey distillery. About 2,000 gallons of whiskey was
made a day and they got away with it for over a year before the U.S. Internal
Revenue men raided them.
They had first
class police protection all the way to New Your City, and everybody knew it!
Finally, two different stock firms tried to operate the
plant, and both failed. First, the David Dunbar Buick Company which got kicked
out of the Buick Motor Company by General Motors; and the Fiber Cooperage
Company, which lasted only for a brief period.
After extensive searching for
information on the Borden Condensery on Route 208 between Wallkill and
Walden, a series of Sanborn Maps were found
on the Library of Congress website that shows the layout of the Condensery
building, railroad tracks and water lines as well as the function of each
building.
The map is 1885 which was one year
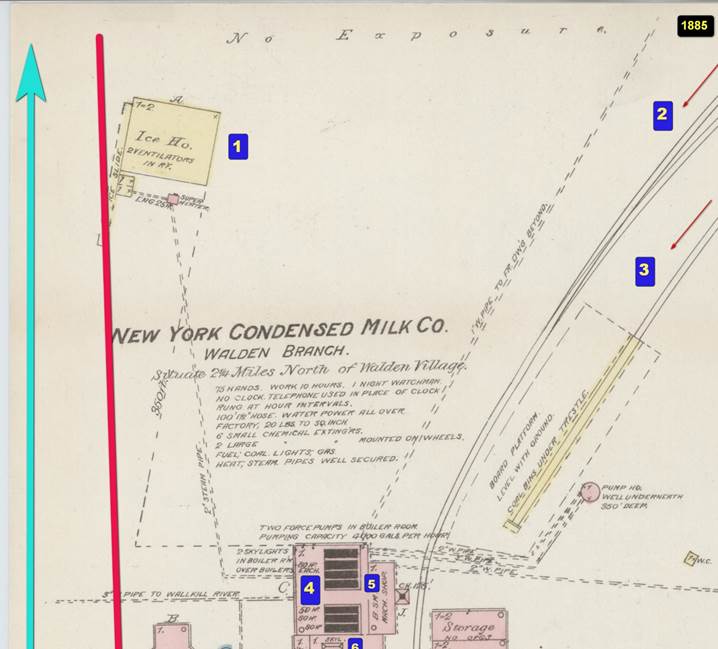
1.
The upper left is an icehouse
that was used to store ice cut from the Wallkill River or the Factory Pond. The
ice was covered with a foot of sawdust and would last until the next Winter. The
ice was used to keep fresh milk cold until it reached New York City each day at
4:30 in the afternoon by train.
2.
Wallkill Valley Railroad – A
siding splits off the main line and runs between the two buildings. It splits
into another siding so cars can be left on the track for loading and unloading
leaving the other siding open.
3.
A stub comes from the main
line and ends in the coal bins under a trestle.
4.
The first building on the
left (C) was the boiler room where there were 6 boilers fired by pea coal. The
entire plant ran on steam power from the boiler room piped to a steam engine
where the power was needed.
5.
The machine shop (J) was an
addition to the boiler room and a 125-foot chimney used by all boilers.
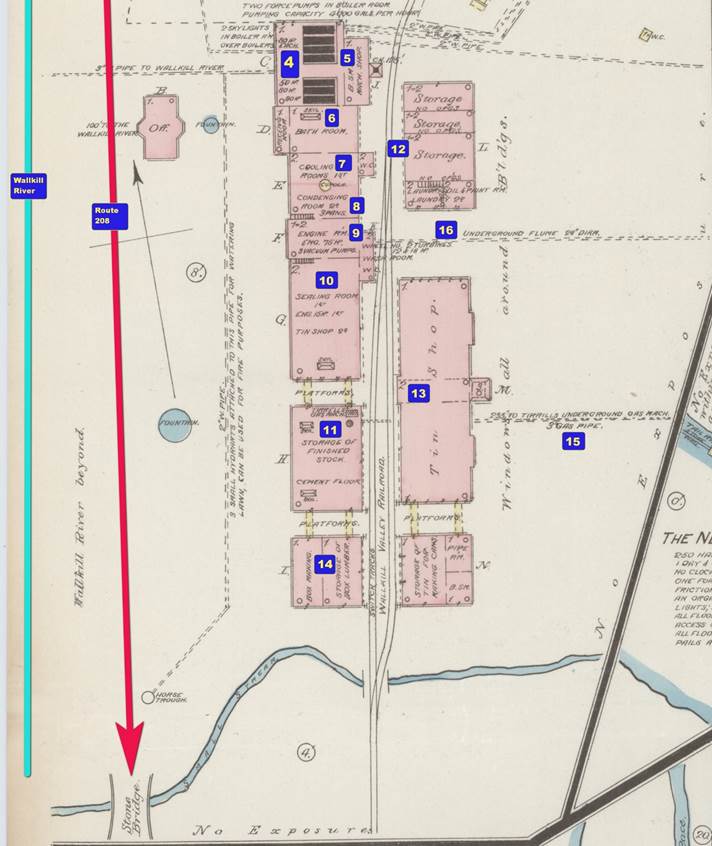
6.
The next building (D) was the
receiving room where the Borden horse and milk wagons were unloaded with their
40-quart milk cans and dumped into large tanks. The milk was heated to 165
degrees to kill bacteria and then was pumped to either Cooling and bottling
fresh milk or condensed milk
7.
Fresh milk is cooled and
pumped to the bottling building (L) where glass bottles were filed, put in
wooden crates and covered with ice.
8.
Milk for condensing was pumped to the 2nd
floor (E) and filled one of the vacuum pans. The pan was sealed, and the vacuum
pumps started. The temperature was maintained at 165 degrees and when the
pressure dropped 10 pounds the milk boiled the water off.
9.
Steam engines powered the
vacuum pumps in building (F) and dropped the pressure to 10 pounds inside the
vacuum pans causing the milk to boil off the water and become concentrated about
the consistency of honey.
10.
When the condensed milk reached a consistency of honey, Sugar was added to help
preserve and it was pumped to the sealing room (G) where Sterilized tin cans
were filled with the condensed milk and the lid was soldered in pace sealing the
can.
11.
The finished cans were stored in (H) until a shipment was needed and then they
were loaded into box cars sitting on the siding.
12.
At 4:30 every day 2 milk cars were loaded with the fresh bottled milk and sent
to New York City for delivery the next morning
13.
The tin cans were fabricated (M) from sheet metal and soldered together leaving
a small hole to fill with condensed milk
14.
Wooden boxes for fresh milk and condensed milk were constructed in (I)
15.
Lighting before electricity was generated by a Carbide gas generation plant away
from the building since, they sometimes blew up or caught fire
16.
A 28-inch wooden flume came from the Factory Pond and drove 2 water turbines to
run the vacuum pumps. These would be replaced with steam engines or electric in
later years

For more information
Contact: Harold Van Aken
Email: HVanAken@gmail.com
Phone: 845-857-4057